Schematyczny przepływ danych pomiędzy systemami został przedstawiony na poniższym diagramie.
Z lewej strony diagramu widzimy system nadrzędny – w przykładzie jest to system ERP, odrębny system zarządzania zleceniami (PSI Order Management), ale może to być także prostszy moduł PSIasm PDP (Production Data Preparation) lub chociażby system klasy WMS (Warehouse Management System), jeśli mowa o harmonogramowaniu czynności logistycznych. W centrum znajduje się harmonogram przygotowany w systemie APS, z prawej strony produkcja reprezentowana przez system klasy MES lub SCADA.
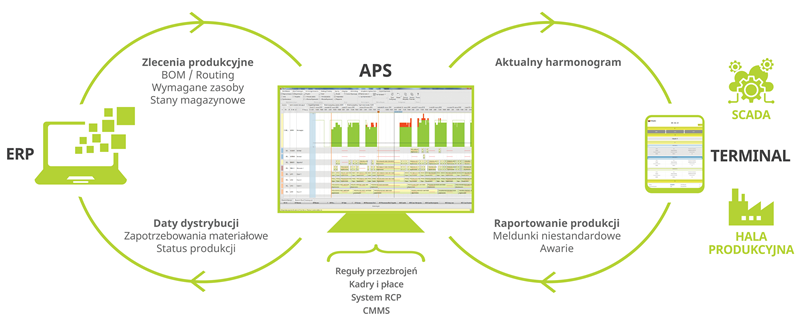
Z systemu nadrzędnego do harmonogramu
Dane, którymi zasilimy harmonogram, mają kluczowy wpływ na jego jakość, wiarygodność i komfort pracy, zarówno planistów, jak i produkcji. Warto wspomnieć, że informacje, które otrzymujemy z systemu nadrzędnego, nie muszą być idealne na początku wdrożenia, natomiast powinniśmy ustalić jasny plan i priorytety, aby w zadowalający sposób podnieść ich jakość. Jest to zadanie, z którym konsultanci PSI z powodzeniem mierzą się na etapie analizy przedwdrożeniowej oraz w trakcie samego projektu. Pozwalamy naszym klientom skoncentrować ich wysiłek w tym zakresie, określając właściwy poziom docelowej precyzji danych.
Najważniejsze dane, które powinny trafić do harmonogramu to:
- Zlecenia produkcyjne, będące tutaj reprezentacją planu produkcji (a więc zawierające odpowiedź na pytanie, jaki wyrób, w jakiej ilości i na kiedy musimy wyprodukować)
- Technologia produkcji dla powyższych zleceń, czyli ich marszruta i specyfikacja materiałowa.
- Zasoby wymagane do realizacji poszczególnych operacji. Część wymagań będzie wynikała z punktu poprzedniego, natomiast często chcemy określić dodatkowe ograniczenia harmonogramu jak np. wymagania na określone zasoby ludzkie, narzędzia, formy czy chociażby przestrzeń magazynową lub miejsca odkładcze.
- Stany magazynowe wraz z planem zaopatrzenia – jeżeli chcemy, aby harmonogram poinformował nas o ryzyku przestoju spowodowanym niedostępnością surowców czy materiałów.
Z powyższej listy jako konieczne należy potraktować punkty 1 i 2, które często od strony technicznej stanowią po stronie systemu nadrzędnego jeden obiekt - Zlecenie Produkcyjne. Są one często generowane jako transakcyjne kopie technologii w zadanej wersji, przeliczonej na określoną w zamówieniu ilość wyrobu gotowego, wraz ze wskazaną datą wymagalności. Z drugiej strony w systemie nadrzędnym może być znacznie więcej interesujących danych jak chociażby wspomniane Zlecenia Planowane czy nawet plan wysyłek wyrobów do odbiorców. Te dane również możemy wykorzystać w celu przygotowania bardziej precyzyjnego harmonogramu.
Pracę z harmonogramem warto zaczynać, zasilając go tylko w najbardziej kluczowe informacje. Decyzje o dołączeniu kolejnych typów danych powinny być świadomie podejmowane po osiągnięciu pewnej wprawy w pracy z harmonogramem – większą wartość da nam harmonogram prostszy, ale użyteczny i czytelny niż bardzo precyzyjny, który zupełnie nie odzwierciedla rzeczywistości. Nie bez znaczenia jest także fakt, że prostszy harmonogram osiągniemy szybciej i niższym kosztem. Kiedy planiści dokładnie poznają możliwości systemu, będą w stanie precyzyjniej określić funkcje czy dane potrzebne do osiągnięcia kolejnego poziomu dokładności.
Z harmonogramu do systemu nadrzędnego
Podstawowym zadaniem harmonogramu jest stworzenie poprawnego technologicznie harmonogramu, który spełnia kryteria planistów. W rezultacie każda operacja, z każdego zlecenia, otrzyma szczegółową datę rozpoczęcia i zakończenia (tzw. daty dyspozycji, data szczegółowa lub data produkcji). Daty te stanowią jedne z najcenniejszych informacji, które można dostarczyć do systemu nadrzędnego, ale lista jest dłuższa. System nadrzędny może otrzymać z systemu APS między innymi następujące informacje:
- Daty dyspozycji - wspierają obszar zaopatrzenia (poprzez chociażby pętlę MRPII - Manufacturing Resource Planning) dostarczając szczegółowe terminy zapotrzebowania na surowce i komponenty. Są również źródłem cennych informacji dla innych obszarów przedsiębiorstwa, które nie mają dostępu do narzędzi planistycznych, jak dział sprzedaży (na kiedy zostanie zrealizowane zamówienie mojego klienta?) czy logistyki (na kiedy należy planować wysyłkę towarów?).
- Status produkcji - harmonogram tej informacji nie generuje, przetwarza natomiast meldunki spływające z produkcji za pośrednictwem systemów SCADA czy MES. Po ich przetworzeniu (a więc osadzeniu w kontekście bieżącego harmonogramu) dane te są dostarczane do systemu nadrzędnego, gdzie na ich podstawie może odbyć się m.in.:
- Rozchodowanie surowców i materiałów poprzez dokumenty RW, MM, PW etc.
- Aktualizacja statusów operacji i zleceń
- Aktualizacja ilości wyrobu gotowego i odpadu
- Wygenerowanie zleceń naprawczych w oparciu o zaraportowany odpad - Zapotrzebowania materiałowe - wynikają one z dat dyspozycji poszczególnych operacji połączonych z ich specyfikacją materiałową oraz potencjalnie również wskazanym momencie "zużycia" materiału. Stąd większość systemów ERP, w których poprawnie działa pętla MRP, będzie w stanie obliczyć zapotrzebowania materiałowe tylko na podstawie pierwszego z punktów (daty dyspozycji). W kontekście harmonogramu cenniejsza jest informacja o niezgodności pomiędzy terminami dostaw stworzonymi w systemie ERP a bieżącą wersją harmonogramu. Dynamika zmian na produkcji sprawia, że harmonogram ulega ciągłym przesunięciom i wahaniom, nawet bez interwencji planisty. Warto, aby system automatycznie generował alerty o potencjalnych przestojach spowodowanych oczekiwaniem na materiały.
Z harmonogramu na produkcję
Tak jak w przypadku danych płynących z harmonogramu do systemu nadrzędnego, w przepływie danych "na produkcję" bardzo istotny jest sam harmonogram. Każdy operator i maszyna powinny otrzymać jasną dyspozycję - która operacja, z którego zlecenia, na jaki artykuł i w jakiej ilości powinna zostać teraz zrealizowana.
Jakie zatem dane powinny trafić na produkcję?
Aktualny harmonogram, a więc sekwencja operacji, które mają zostać zrealizowane na danym stanowisku, przez danego operatora (harmonogram domyślnie powstaje w kontekście praca na maszynę, istnieją osobne narzędzia, w tym także w ramach platformy PSIasm, pozwalające na dyspozycję w modelu praca na operatora).
Dokumentacja właściwa dla danej operacji, a więc m.in.:
- rysunki techniczne, wizualizacje
- dokumentacja z Działu Jakości, np. zdjęcia często występujących problemów z jasnym opisem i kwalifikacją
- dokumentacja maszyny lub stanowiska
- film video pokazujący właściwy sposób realizacji operacji.
Informacje od planistów czy kierowników produkcji - w platformie PSIasm komunikacja pomiędzy biurem i produkcją odbywa się w formie elektronicznych notatek, które mogą być przypisane do operacji. Notatki może tworzyć zarówno biuro (ostrzegając przed potencjalnymi problemami czy dając dodatkowe wytyczne do operacji), jak i produkcja (raportując np. błąd w technologii czy inny problem organizacyjny).
Z produkcji do harmonogramu
Najważniejsze dane płynące z produkcji to status jej realizacji oraz informacja o zdarzeniach nieprzewidzianych:
- Status produkcji, a więc informacje o rozpoczęciu, przerwaniu i zakończeniu operacji (z możliwością osobnej rejestracji przezbrojeń)
- Ilości wyrobu gotowego oraz odpadu (z odpowiednimi kodami przyczyn powstania odpadu)
- Opcjonalnie również informacja dotycząca ilości wykorzystanego surowca czy partii jego pochodzenia, aby wykonać odpowiednie przesunięcia materiałowe po stronie systemu ERP oraz wygenerować raport traceability materiałowego
- Rozpoczęcia i zakończenia czynności nieprodukcyjnych (przerwy, sprzątanie stanowiska, spotkanie itp.) powinny być rejestrowane przez operatorów, aby rzetelnie ocenić efektywność ich pracy
- Zgłoszenia przestojów oraz awarii wraz z właściwymi przyczynami ich powstania
- Wszelkie meldunki niestandardowe konieczne przy danej specyfice produkcji – oprogramowanie PSIasm MES umożliwia dodawanie nowych typów telegramów oraz elastycznie definiować reakcję systemu na ich użycie
Zintegrowanie harmonogramu z innymi systemami
Na diagramie ten kierunek wymiany danych został opisany pod systemem APS. Odnieśliśmy się kilka razy do wymagań wobec harmonogramu, wspominając o tym, że warto zaczynać od zasilenia go w podstawowe dane i w miarę nabierania wprawy w korzystaniu z narzędzia i organizacji pracy planistów, dołączaniu kolejnych informacji z modułu produkcyjnego w systemie ERP. Może się jednak okazać, że aby stworzyć realny, wiarygodny harmonogram nawet te dane nie wystarczą.
Oto kilka dodatkowych możliwości, które możemy rozważyć, kiedy nasze wymagania wobec harmonogramu zaczną rosnąć:
- Macierz przezbrojeń, a więc zależność pomiędzy czasami przezbrojeń i konkretnym atrybutem danej operacji (np. grubość blachy, kolor lakieru, użycie alergenu) jest jednym z najczęściej wykorzystywanych dodatkowych źródeł danych. Może ona mieć formę arkusza w formacie Microsoft Excel czy tabeli w bazie danych, z której powstaje algorytm, czy zestaw reguł w oparciu o które system będzie mógł obliczyć poprawny czas przezbrojenia przy zadanej sekwencji operacji. Jest to pierwszy krok do realizacji tak zwanej optymalizacji przezbrojeń, która często oznacza wykorzystanie różnych narzędzi planistycznych i zawsze jest przedmiotem wnikliwej analizy w trakcie projektu.
- Computerised Maintenance Management System (CMMS), a więc zinformatyzowane systemy zarządzania utrzymaniem ruchu. Wciąż stosunkowo niewiele firm korzysta z takich rozwiązań, dających możliwość ustalenia prewencyjnego, czy wręcz predykcyjnego planu utrzymania ruchu. Zazwyczaj plan czynności utrzymania ruchu, skutkujący wyłączeniem określonych zasobów z ruchu powstaje w prostszej formie. Dlatego od strony technicznej informacja o tych zdarzeniach może dotrzeć do harmonogramu z systemu klasy CMMS, ale może to być także chociażby arkusz Excela, gdzie dział utrzymania ruchu będzie mógł wskazywać terminy przeglądów i prac. W przypadku bardziej zaawansowanych narzędzi istnieje możliwość zbudowania interfejsu wymiany danych w taki sposób, aby czynności utrzymania ruchu były planowane podobnie do operacji. Zatem dział utrzymania ruchu wskazuje niezbędny czas i termin realizacji czynności, ale to planista w oparciu o obciążenia produkcyjne, aktualny plan przezbrojeń itp., określa szczegółowe daty rozpoczęcia i zakończenia czynności.
- Moduł kadrowy w systemie ERP (lub odrębny system do zadań kadrowych) może dostarczyć informacji nt. planowanej dostępności zasobów ludzkich. W tych modułach najczęściej rejestrowane są zgłoszenia urlopowe i zwolnienia. Przesłanie tych danych do harmonogramu pozwoli planiście w bardziej świadomy sposób zaplanować obciążenie zasobów ludzkich w perspektywie kolejnych dni, tygodni czy miesięcy.
- System rejestracji czasu pracy (RCP), czyli forma elektronicznej rejestracji wejścia pracownika na teren zakładu lub obszar produkcyjny, może stanowić dla planisty cenną informację pozwalającą na dostosowanie harmonogramu w krótkiej perspektywie - a więc na bieżącej zmianie. Takie informacje mają podobny charakter, co dane z modułu kadrowo-płacowego, zmienia się tylko czas ich przydatności do wykorzystania. Oczywiście klienci nieposiadający systemu RCP mogą wykorzystać do tych celów końcówkę terminali MES.
- System optymalizacji konkretnych procesów.
Wymiana danych – od strony technicznej
Biorąc pod uwagę cztery opisane powyżej kierunki wymiany danych, można zdefiniować następujące wymagania, co do technicznych aspektów wymiany danych:
- Wymiana danych pomiędzy systemem nadrzędnym i harmonogramem (w obie strony) odbywa się na poziomie planu produkcji. Spodziewamy się więc, że responsywność tego intefejsu będzie określona w perspektywie godzin, zmian czy dni. Od strony technicznej platforma PSIasm wykorzystuje tutaj narzędzie PSIintegration - elastyczną platformę służącą do definiowania i kontroli pracy interfejsów. Interfejs ten może być uruchamiany automatycznie w dowolnej, zdefiniowanej częstotliwości lub wywoływany ręcznie przez planisty.
- Wymiana danych pomiędzy harmonogramem i produkcją powinna być natychmiastowa - w PSI nazywamy to dynamiką harmonogramu. Zarówno zmiany w sekwencji operacji (a więc po stronie harmonogramu), jak i kolejne meldunki spływające z produkcji powinny być na bieżąco przetwarzane, a wszyscy uczestnicy systemu (planiści, operatorzy, maszyny) powinni zawsze widzieć jeden, wspólny obraz bieżącej sytuacji. Od strony technicznej na taką dynamikę pozwala nam wykorzystanie technologii przetwarzania w pamięci (in-memory computing), dzięki której możemy wyeliminować klasyczne, transakcyjne interfejsy pomiędzy tymi obszarami.
Technologia realizacji interfejsów pomiędzy systemem nadrzędnym i harmonogramem jest w zasadzie dowolna. PSIintegration obsługuje wiele standardów: pliki CSV czy XML, połączenie baza-baza, czy REST API. W sumie do dyspozycji architekta systemów jest ponad 15 protokołów komunikacji. W rezultacie dzięki elastyczności tego rozwiązania udało nam się zintegrować z większością wiodących systemów ERP na rynku. W praktyce natomiast korzystamy najczęściej z interfejsów baza-baza ze względu na ich przejrzystość i dostępność kompetencji.
Od czego warto zacząć?
Informatyzacja procesu planowania i harmonogramowania produkcji jest sporym wyzwaniem, ale wraz ze wzrostem skali i złożoności procesów w firmach produkcyjnych – zadaniem nieuniknionym. Od wielu lat wspieramy polskie firmy w realizacji tego procesu, oferując autorskie systemy do planowania produkcji oraz wdrażając je u klientów w Polsce i na świecie. Opracowujemy analizy sytuacji bieżącej w przedsiębiorstwie oraz tworzymy plany realizacji projektu. Dzięki temu nasi klienci mogą skoncentrować wysiłki na przeprowadzeniu zmiany w organizacji, powierzając nam realizację aspektów technicznych.
Autor: Jakub Jaszczur, Presales Manager, PSI Polska Sp. z o.o.